

ရှေးနည်းစက်မှု သံခွဲပုံစံဖွဲ့စည်းမှု ထုတ်လုပ်ရေးလိုင်းများအတွက် အသိဉာဏ်ရှိသော အဆင့်မြှင့်တင်ရေး ဖြေရှင်းနည်းများစာရင်း
စက်ပစ္စည်းများ၏ အသိဉာဏ်ရှိသော ပြောင်းလဲမှု မော်ဂျူယ်
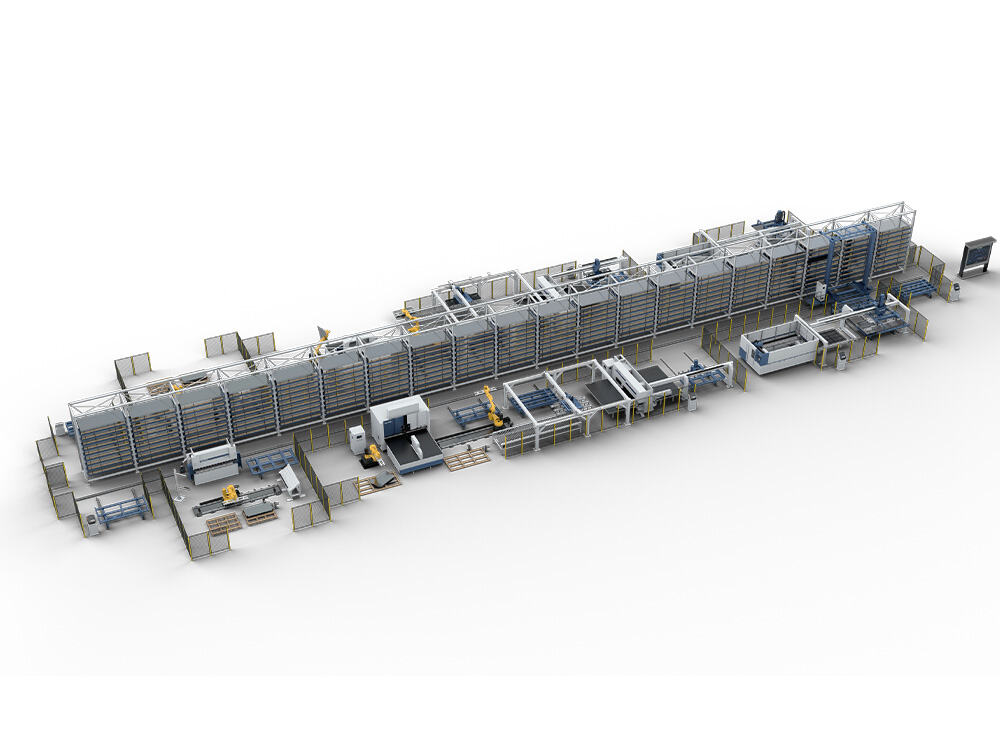
၁။ အလိုအလျောက် ဖွင့်ခေါက်ခြင်းနှင့် ပို့လွှင့်ခြင်း စနစ် - လေဆာဖြတ်တောက်ရေးစက်များ၊ သံခွဲပေါက်စက်များ၊ သံခွဲခေါက်စက်များနှင့် အခြားစက်ပစ္စည်းများနှင့် ကိုက်ညီရန် ဂန်ထရီ ရိုဘော့စ် / ပူးပေါင်းဆောင်ရွက်သော ရိုဘော့စ်များဖြင့် တပ်ဆင်ထားပါသည်။ ကုန်ကြမ်းများကို အလိုအလျောက်ဖွင့်ခေါက်ခြင်း၊ အပိုင်းအစများကို အလိုအလျောက်ဖွင့်ခေါက်ပြီး စုစည်းခြင်းတို့ကို အကောင်အထည်ဖော်နေပါသည်။ လူသားများ၏ လက်တွေ့ကျသော စွက်ဖက်မှုကို လျော့နည်းစေပါသည်။
၂။ အသိဉာဏ်ရှိသော စက်ပစ္စည်းများ အဆင့်မြှင့်တင်ခြင်း - CNC လေဆာဖြတ်စက်များ (အလိုအလျောက် နက်စ်တင်ခြင်းကို ထောက်ပံ့ပေးသည်)၊ ဆာဗို CNC ခေါက်ခြင်းစက်များ (အလိုအလျောက် ထောင်လိုက်ထောင်လိုက် ထောင်ချိန်ညှိမှု ပါရှိသည်) နှင့် အန်တီ ဝယ်လ်ဒင်း ရိုဘော့စ်များ (မြင်သာသော နေရာသတ်မှတ်မှု ပါရှိသည်) ဖြင့် အစားထိုးခြင်း သို့မဟုတ် ပြောင်းလဲခြင်းဖြင့် အသုံးပြုမှု တိကျမှုနှင့် တည်ငြိမ်မှုကို မြင့်တင်ပေးပါသည်။
၃။ စက်ပစ္စည်းများ ချိတ်ဆက်မှု ပြောင်းလဲခြင်း - စက်မှု IoT (IIoT) ဂေးတ်ဝေးများကို တပ်ဆင်ခြင်းဖြင့် စက်ပစ္စည်းများ၏ လုပ်ဆောင်မှုဆိုင်ရာ အချက်အလက်များ (အမြန်နှုန်း၊ ဖောင်းပွမှု၊ ပျက်စီးမှုများ) ကို အချိန်နှင့်တစ်ပေး စုဆောင်းပေးပါသည်။ ထို့အပါအဝင် အဝ remote မှ စောင်းကြည့်ခြင်းနှင့် ပျက်စီးမှု အသိပေးခြင်းကို ထောက်ပံ့ပေးပါသည်။
၄။ ဉာဏ်ရည်ထက်မြက်သော စက်ရုံအိုင်းဝေးအသုံးပြုခြင်း - အလွှာများစွာပါသော အိုင်းဝေးများနှင့် AGV ကားများကို ထောက်ပံ့ပေးခြင်းဖြင့် ကုန်ကြမ်းများ၊ လုပ်ဆောင်နေသော ကုန်ပစ္စည်းများနှင့် ပြီးစီးပြီးသော ကုန်ပစ္စည်းများ၏ အလိုအလျောက် ဝင်လာခြင်းနှင့် ထွက်သွားခြင်းများကို အောင်မြင်စေပါသည်။ ထို့အပါအဝ်င် အဆင့်များကို ချိတ်ဆက်ပေးပါသည်။ ကုန်ပစ္စည်းများ စုပုံမှုကို လျော့နည်းစေပါသည်။
ထုတ်လုပ်မှုလုပ်ဆောင်ချက်များ၏ ဖွဲ့စည်းပုံနှင့် စက်ပစ္စည်းများ၏ စွမ်းအင်သုံးစွဲမှု မော်ဒယ်များကို အခြေခံ၍၊ အချိန်နှင့်တစ်ပါတည်း အခြေအနေခြေရှာမှုနှင့် စွမ်းအင်စောင်းကြည့်ခြင်း ဒေတာများကို ပေါင်းစပ်ခြင်းဖြင့် ရည်မှန်းချက်များစွာပါဝင်သော အကောင်းဆုံးဖြစ်အောင် လုပ်ဆောင်သည့် အယ်လ်ဂေါ်ရီသမ်တစ်ခုကို အသုံးပြု၍ လုပ်ငန်းစဉ်များကြား အများပါတည်း အချိန်နှင့်တစ်ပါတည်း အပြောင်းအလဲများကို စီမံခန့်ခွဲသည့် မော်ဒယ်ကို တည်ဆောက်ပါသည်။ စနစ်သည် အောက်ပါလုပ်ဆောင်ချက်များကို အကောင်အထည်ဖော်ပေးပါသည်။
① သေးငယ်သော သံခွဲခြင်း၊ CNC ဖြတ်ခြင်း၊ ခေါက်ခြင်းနှင့် ချော့ခြင်း စသည့် လုပ်ငန်းစဉ်များအကြား လုပ်ငန်းစဉ်အချိန်များနှင့် လမ်းကြောင်းပြန်လည်တည်ဆောက်ခြင်းတွင် ညှိနှိုင်းမှုရှိခြင်း။
② ထုတ်လုပ်မှုအရင်းအမြစ်များကို ဖော်ထုတ်မှုများ ညီမျှစေရန် စီမံခန့်ခွဲခြင်းဖြင့် စက်ပစ္စည်းများ၏ စုစုပေါင်းအသုံးပြုမှုနှုန်းကို မြင့်တင်ပေးခြင်း။
3 စွမ်းအင် ချွေတာမှု အခြေခံတဲ့ လုပ်ငန်းတာဝန်ခွဲဝေရေး နည်းဗျူဟာများဖြင့် လုပ်ငန်းစဉ် စက်ဝန်းများနှင့် စွမ်းအင် ဝန်ထုပ်များအကြား တိကျစွာ ကိုက်ညီမှုရရှိစေရန်။ စနစ်သည်လည်း စွမ်းအင် ထောက်ပံ့မှုနှင့် အကူအညီပေးစနစ်များကို အစီအစဉ်ချမှတ်မှု နယ်ပယ်တွင် ထည့်သွင်းထားသည်။ အချိန်နှင့်တပြေးညီ အစီအစဉ်များအပေါ် အခြေခံ၍ လျှပ်စစ်ဓာတ်အား အသုံးပြုမှု နည်းဗျူဟာများကို တက်ကြွစွာ ညှိပေးခြင်း၊ အမြင့်ဆုံးနှင့် အမြင့်ဆုံးမဟုတ်သော ဝန်ထုပ်များကို ဆင်ခြင်တုံတရားရှိရှိ စီစဉ်ပေးခြင်းနှင့် အမြင့်ဆုံးအချိုးချခြင်း၊ ဝန်ထုပ်ဖြည့်ခြင်းနှင့် ထိရောက်မှု တိုးတက်မှု ဒီယန္တရားက စက်ရုံရဲ့ တည်ငြိမ်တဲ့ လည်ပတ်မှုအပေါ် စွမ်းအင် အတက်အကျတွေရဲ့ သက်ရောက်မှုကို ထိရောက်စွာ လျော့ပါးစေပြီး စွမ်းအင် ကုန်ကျစရိတ်ကို သိသိသာသာ လျှော့ချပေးပါတယ်။ လုပ်ငန်းစဉ်ပေါင်းစုံကို ညှိနှိုင်းခြင်းနှင့် အရင်းအမြစ်အကောင်းဆုံးပြုလုပ်ခြင်းတို့၏ သဘာဝ ပေါင်းစပ်မှုမှတစ်ဆင့် စီမံကိန်းသည် ရှုပ်ထွေးသော ထုတ်လုပ်ရေးစနစ်များ၏ ပျော့ပြောင်းနိုင်စွမ်းနှင့် စိမ်းလန်းမှုကို သိသိသာသာ တိုးမြှင့်ပေးခြင်းဖြင့် ဉာဏ်ရည်မြင့် ထုတ်လုပ်ရေးစနစ်များတွင် စွမ်းအင်သက်သာမှု

စီမံကိန်းသည် ထုတ်လုပ်မှုတာဝန်ဖွဲ့စည်းမှုနှင့် စက်ပစ္စည်းစွမ်းအင်သုံးစွဲမှုပုံစံကို အခြေခံပြီး အချိန်နှင့်တပြေးညီ အခြေအနေ အသိအမှတ်ပြုမှုနှင့် စွမ်းအင်စောင့်ကြည့်မှု ဒေတာကို ပေါင်းစပ်ထားသည်။ ၎င်းသည် multi-objective optimization algorithm ကို အသုံးပြု၍ cross-process dynamic scheduling model ကို တည်ဆောက်သည်။ စနစ်သည် အောက်ပါ လုပ်ဆောင်ချက်များကို ဆောင်ရွက်နေသည်-
(၁) ထိပ်တိုက်ရိုက်ရိုက်ခြင်း၊ CNC ဖြတ်ခြင်း၊ ခေါက်ခြင်း၊ ချည်ခြင်း စသည့် လုပ်ငန်းစဉ်များအကြားက ရိုက်ချက်အချိန်များနှင့် လမ်းကြောင်း ပြန်လည်တည်ဆောက်ခြင်းတို့၏ ညှိနှိုင်းမှု။
② ထုတ်လုပ်မှုအရင်းအမြစ်များကို ဖော်ထုတ်မှုများ ညီမျှစေရန် စီမံခန့်ခွဲခြင်းဖြင့် စက်ပစ္စည်းများ၏ စုစုပေါင်းအသုံးပြုမှုနှုန်းကို မြင့်တင်ပေးခြင်း။
၃။ စွမ်းအင်ချွေတာရေးအားဖေးမော်က်သည့် လုပ်ဆောင်ခွင့်ပေးမှုနည်းလမ်းများဖြင့် လုပ်ငန်းစဉ်အချိန်ကာလ (process takt) နှင့် စွမ်းအင်တောင်းဆိုမှု (energy load) အကြား တိကျသော ကိုက်ညီမှုကို အောင်မြင်စွာ ရရှိစေရန်။ ဤစနစ်သည် စွမ်းအင်ပေးဝေမှုစနစ်များနှင့် အထောက်အပံ့စနစ်များကိုလည်း စီမံခန့်ခွဲမှုအတွင်း ထည့်သွင်းထားပြီး၊ အချိန်နှင့်တစ်ပါတည်း အစီအစဉ်များအရ လျှပ်စစ်စွမ်းအင်အသုံးပြုမှုကို အလိုအလျောက် ညှိပေးကာ အမြင့်ဆုံးစွမ်းအင်တောင်းဆိုမှု (peak load) နှင့် အနိမ့်ဆုံးစွမ်းအင်တောင်းဆိုမှု (off-peak load) များကို သင့်လျော်စွာ စီစဥ်ပေးခြင်းဖြင့် စွမ်းအင်အသုံးပြုမှုအမြင့်ဆုံးအချိန်ကို လျှော့ချခြင်း (peak shaving) နှင့် အနိမ့်ဆုံးအချိန်ကို ဖြည့်ပေးခြင်း (valley filling) တို့ကို အကောင်အထည်ဖော်ပေးပါသည်။ ထို့အပါတည်း စွမ်းအင်ထုတ်လုပ်မှုနှင့် အသုံးပြုမှုတွင် ဖြစ်ပေါ်လာသော အပေါ်အောက်ပြောင်းလဲမှုများကို စက်ရုံလုပ်ငန်းများ၏ တည်ငြိမ်မှုအပေါ် သက်ရောက်မှုကို ထိရောက်စွာ လျော့ပါးစေပါသည်။ ထို့အပါတည်း စွမ်းအင်စုန်းသက်သော စရိတ်များကို သိသိသာသာ လျော့ချပေးပါသည်။ အဆင့်များစွာပါဝင်သော လုပ်ငန်းစဉ်များ၏ ညှိနှိုင်းမှုနှင့် အရင်းအမြစ်များ၏ အကောင်းဆုံးအသုံးချမှုတို့ကို အစိတ်အပိုင်းများအဖြစ် ပေါင်းစပ်ခြင်းဖြင့် ရှုပ်ထွေးသော ထုတ်လုပ်မှုစနစ်များ၏ လုပ်ဆောင်နိုင်မှုနှင့် စွမ်းအင်ချွေတာမှုအား သိသိသာသာ မြင့်တင်ပေးပါသည်။ ထို့အပါတည်း အထိရောက်ဆုံးသော စွမ်းအင်ချွေတာမှုနှင့် ကာဗွန်လျှော့ချမှုအတွက် အထိရောက်ဆုံးသော နည်းပညာဆိုင်ရာ အထောက်အပံ့များကို အထိရောက်ဆုံးသော ထုတ်လုပ်မှုစနစ်များအတွက် စနစ်တက်ကုန် ပေးစေပါသည်။