

Liste des solutions intelligentes de modernisation pour les lignes de production traditionnelles de transformation de tôles
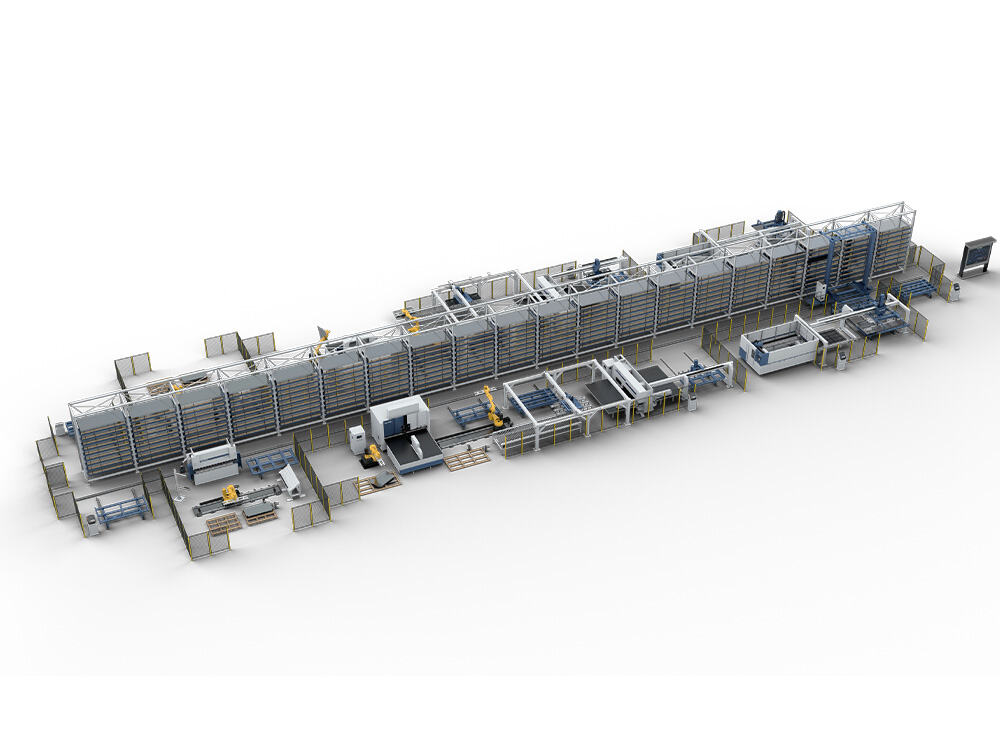
Module de transformation intelligente des équipements
1 : Système de chargement et déchargement automatisé : Équipé de robots à portique / robots collaboratifs adaptés aux machines de découpe laser, aux presses à poinçonner, aux machines de pliage et à d'autres équipements, permettant le chargement automatique des matières premières et le déchargement ainsi que l'empilement automatiques des produits finis, réduisant ainsi l'intervention manuelle.
2 : Mise à niveau intelligente des équipements de traitement : Remplacement / transformation en machines de découpe laser à commande numérique (avec prise en charge de la découpe automatique par nesting), en machines de pliage à commande numérique à servomoteur (avec compensation automatique des angles) et en robots de soudage (équipés de positionnement visuel) afin d'améliorer la précision et la reproductibilité du traitement.
3 : Transformation réseau des équipements : Installation de passerelles Internet industriel des objets (IIoT) permettant la collecte en temps réel des données de fonctionnement des équipements (vitesse, charge, pannes) et prenant en charge la surveillance à distance ainsi que les alertes en cas de panne.
4 : Intégration intelligente de l’entrepôt : Prend en charge des étagères multicouches et des chariots AGV afin de réaliser le stockage et le transfert automatiques des matières premières, des produits en cours de fabrication et des produits finis, tout en connectant les étapes de transformation et en réduisant l’accumulation de matériaux.
Sur la base de la structure des tâches de production et des modèles de consommation énergétique des équipements, et en intégrant les données de détection en temps réel de l’état des équipements ainsi que les données de surveillance énergétique, un algorithme d’optimisation multi-objectif est utilisé pour construire un modèle dynamique d’ordonnancement transversal. Le système assure les fonctions suivantes :
① Coordination des temps de cycle et reconstruction des chemins entre les procédés tels que le poinçonnage, la découpe CNC, le pliage et le soudage ;
② ordonnancement équilibré de la charge des ressources de production afin d’améliorer le taux d’utilisation global des équipements ;
③ Stratégies d’allocation des tâches axées sur l’économie d’énergie afin d’assurer un couplage précis entre les cycles de processus et les charges énergétiques. Le système intègre également l’approvisionnement énergétique et les systèmes auxiliaires dans le périmètre de planification. Sur la base des plans en temps réel, il ajuste dynamiquement les stratégies d’utilisation de l’électricité, organise de façon rationnelle les charges en heures de pointe et hors pointe, et permet ainsi l’aplanissement des pics de charge, le remplissage des creux de charge et l’amélioration de l’efficacité énergétique. Ce mécanisme atténue efficacement l’impact des fluctuations énergétiques sur le fonctionnement stable de l’usine et réduit considérablement les coûts énergétiques. Grâce à l’intégration organique de la coordination multi-processus et de l’optimisation des ressources, le projet améliore sensiblement la flexibilité et la sobriété énergétique des systèmes de fabrication complexes, offrant un soutien technique systémique à la réduction de la consommation d’énergie et des émissions de carbone dans les systèmes de fabrication intelligents.

Le projet repose sur une structure de tâches de production et un modèle de consommation énergétique des équipements, intégrant la prise de conscience en temps réel de l’état des équipements et les données de surveillance énergétique. Il utilise un algorithme d’optimisation multi-objectif pour construire un modèle dynamique d’ordonnancement transversal aux processus. Le système assure les fonctions suivantes :
① coordination des temps de cycle et reconstruction des itinéraires entre les processus tels que le poinçonnage, la découpe CNC, le pliage et le soudage ;
② ordonnancement équilibré de la charge des ressources de production afin d’améliorer le taux d’utilisation global des équipements ;
③ Stratégies d’allocation des tâches axées sur l’économie d’énergie afin d’assurer un couplage précis entre le temps de cycle du processus (takt) et la charge énergétique. Le système intègre également l’approvisionnement énergétique et les systèmes auxiliaires dans le périmètre de planification, ajustant dynamiquement la consommation d’électricité en fonction des plans en temps réel, organisant de manière rationnelle les charges de pointe et hors pointe afin d’aplanir les pics de consommation et de combler les creux, et améliorant ainsi l’efficacité énergétique. Ce mécanisme atténue efficacement l’impact des fluctuations de la consommation énergétique sur le fonctionnement stable de l’usine et réduit considérablement les coûts énergétiques. Grâce à l’intégration organique de la coordination multi-processus et de l’optimisation des ressources, le projet renforce sensiblement la flexibilité et la sobriété énergétique des systèmes de fabrication complexes, tout en fournissant un soutien technique systémique à la réduction de la consommation d’énergie et des émissions de carbone dans les systèmes de fabrication intelligents.